Rubber cables are particularly praised for their durability and flexibility, making them indispensable in industrial applications. Due to their enhanced flexibility and resilience, they can withstand significant mechanical stress and endure frequent movement, which is essential in dynamic environments. For instance, industries that require continuous motion of machinery can greatly benefit from such cables. Their ability to bend without breaking under constant motion is a testament to their robustness, making them a reliable choice for industrial settings requiring consistent performance.
Additionally, the insulation properties of rubber cables are noteworthy, including their resistance to moisture, chemicals, and extreme temperatures. This makes them suitable for a wide range of industrial environments like factories, warehouses, and construction sites where harsh conditions are commonplace. In these scenarios, rubber cables shield the wires from environmental hazards, which is crucial for maintaining operational reliability and safety. The insulation ensures that the cables do not succumb easily to degradation, thereby extending their lifespan significantly.
Rubber cables are also known for their excellent electrical insulation, which plays a vital role in preventing short circuits and reducing the risk of electrical hazards. This attribute contributes significantly to ensuring workplace safety, making them a preferred choice in industries where electrical safety cannot be compromised. By minimizing the risk of electrical faults, these cables help maintain a safe working environment and avoid potential downtimes associated with electrical failures.
Moreover, the lightweight nature of rubber cables facilitates their handling and installation, which reduces labor costs and minimizes operational downtime. This ease of installation translates to quicker setup times and less cumbersome maintenance processes, enhancing overall operational efficiency. Given their adaptability and reliable performance under challenging conditions, rubber cables truly exemplify an ideal solution for industrial applications demanding flexibility, safety, and endurance.
By combining durability, superior insulation, and ease of installation, rubber cables stand out as the go-to option for various industrial sectors. This makes them indispensable not only for routine operations but also for ensuring that industries remain compliant with rigorous safety standards while maintaining high performance. Their versatility also allows them to cater to diverse industrial needs, from construction power tools to complex machinery connections, proving that they are not only practical but also economically beneficial in the long run.
Huaqi Wire & Cable Co., Ltd. H07RN-F 5G 2.5 3 Core Copper Multi-Core VDE Standard Submersible Rubber Electrical Cable
The H07RN-F cable is an advanced submersible rubber electrical cable designed for exceptional performance in diverse environments. Featuring a 5G 2.5 mm² cross-section made of top-grade copper, it ensures remarkable electrical conductivity and robustness. Its VDE certification underlines adherence to international safety and quality standards, making it a dependable choice for critical industrial applications. Its distinct submersible design is especially valuable for applications below water and in wet conditions, making it a perfect fit for construction and agricultural uses.
This H07RN-F cable serves a broad spectrum of sectors, its waterproof attributes making it invaluable in environments like pumping stations and irrigation systems, ensuring constant reliability in submersible applications. In rigorous industrial settings, it sustains machinery with a dependable power supply in wet or harsh conditions, thus boosting operational efficiency and productivity. Additionally, the cable proves ideal for temporary installations, such as events or construction sites, where its flexibility and robust safety features are vital for quick and secure deployment, demonstrating its versatility and adaptability.
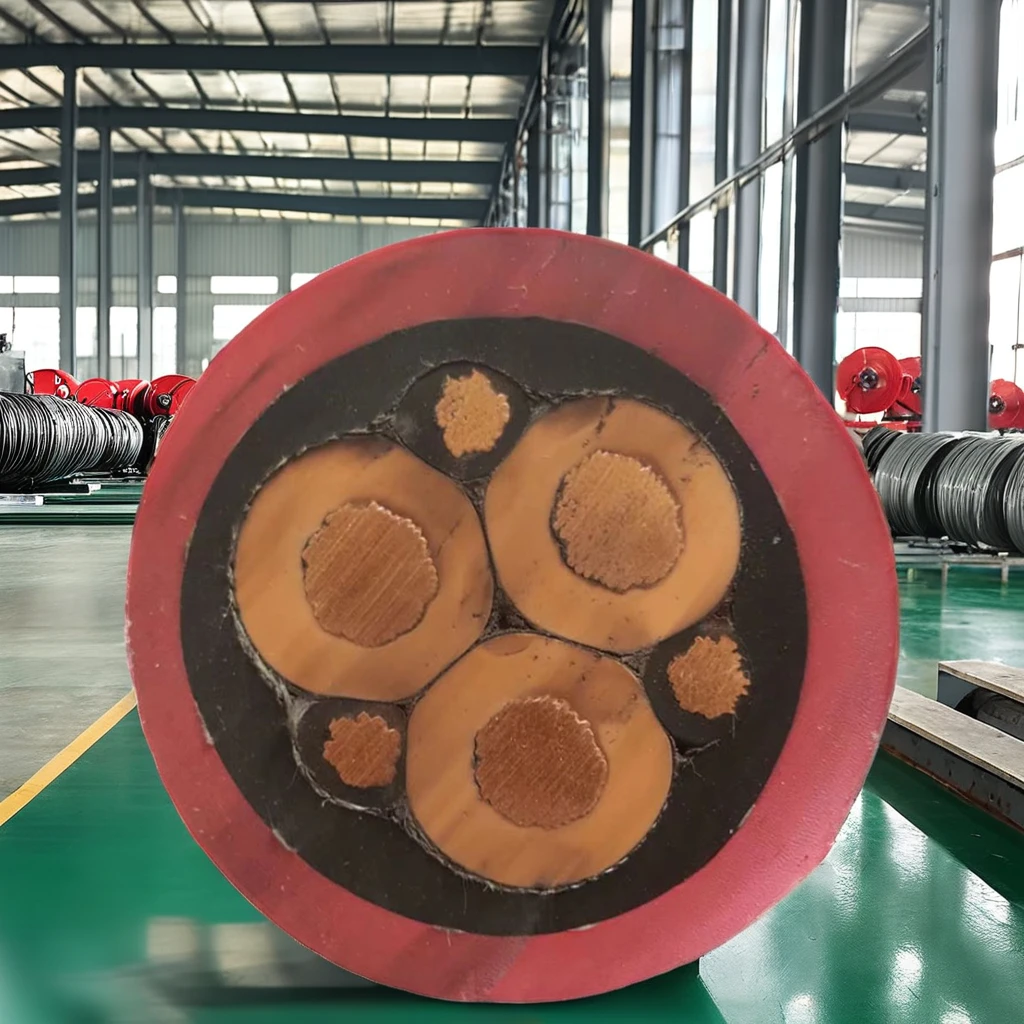
Huaqi Wire & Cable Co., Ltd. Mining Cable 4 Core 4 mm Chemical Resistant Rubber Electrical Cable
The Huaqi Cable Mining Cable stands out for its robust construction tailored to meet the challenging demands of underground mining operations. This cable features a 4-core design with a 4 mm diameter, ensuring high durability and performance. Its most noteworthy feature is its chemical resistance, which protects the cable from industrial chemicals and environmental hazards commonly encountered in mining settings. This resilience not only extends the cable's lifespan but also maintains its performance integrity under extreme conditions, reducing the risk of operational failures.
This mining cable is extensively utilized in powering critical mining equipment and machinery, ensuring reliable service even under harsh conditions. Its applications are not limited to mining; construction sites also benefit from this cable, especially where heavy machinery requires durable and flexible cabling solutions that can endure rigorous usage. The cable's strength and reliability make it ideal for areas prone to physical and chemical stress, providing an efficient solution that ensures both operational safety and efficiency.
Types of Rubber Cables and Their Industrial Uses
Rubber cables are essential in industrial settings due to their diverse applications and distinct properties. Neoprene rubber cables, for instance, are appreciated for their oil and weather resistance, making them ideal for outdoor and industrial environments. These cables are commonly employed in scenarios where exposure to harsh weather and chemicals is inevitable, providing durable solutions that withstand such elements.
EPR (Ethylene Propylene Rubber) cables are recognized for their superior thermal and electrical properties. These characteristics enable their use in substation environments and locales with stringent temperature requirements. Such applications benefit from EPR's ability to maintain performance and safety standards even in extreme heat or electrical stress.
Silicone rubber cables stand out for their high-temperature resistance and flexibility, making them suitable for aerospace and electronics industries. The ability to sustain operations in high-heat environments without compromising flexibility or durability underscores their value in such applications.
Butyl rubber cables offer exceptional impermeability to gases and moisture, which is crucial in settings demanding strict sealing against leaks. This feature ensures they are often utilized in environments where barriers to gas and moisture penetration are of paramount importance.
Lastly, EPDM (Ethylene Propylene Diene Monomer) rubber cables are frequently employed in automotive and heavy machinery applications because of their resilience and weather resistance. This robustness makes EPDM cables a preferred choice for industries requiring cables that can endure consistent exposure to challenging conditions. Together, these varied types of rubber cables cater to extensive industrial needs, each serving a specialized role within their designated sectors.
Choosing the Right Rubber Cable for Your Industrial Needs
Selecting the appropriate rubber cable for industrial applications involves considering several critical factors. Firstly, understanding the electrical load requirements is essential to ensure the cable can handle the expected voltage and current without overheating or failing. Additionally, assessing environmental factors such as temperature extremes, humidity, and chemical exposure can help determine whether a specific type of rubber cable—like those made with neoprene or EPDM—will perform optimally. Installation conditions also play a role; for instance, cables in marine environments might require enhanced waterproofing properties.
Diverse rubber cables exhibit unique properties that must be considered when making a choice. Differences in chemical resistance, temperature tolerance, and flexibility impact how effectively a cable will function in demanding environments. For instance, silicone rubber cables are particularly suited for high-temperature applications, whereas butyl rubber offers superior moisture resistance. These properties guide decision-makers in selecting cables that not only meet operational needs but also ensure longevity and safety under specific industrial conditions.
Evaluating rubber cables against other insulation options such as PVC or thermoplastic elastomers is crucial. While these alternatives may be cost-effective, rubber cables often provide superior durability and flexibility. In environments where cables are bent or moved frequently, the elasticity and tensile strength of rubber can prevent breakdowns and extend the life of the installation. Such benefits make rubber an appealing choice for challenging applications, including manufacturing and heavy machinery settings.
 Hot News
Hot News2024-09-25
2024-07-09
2024-07-09
2024-07-09
Copyright © copyright © 2024 by HuaQi Wire Cable Co., Ltd. Privacy policy